21700 Cells
Save 33%


Save 60%

Sale price$3.95 USD
Regular price$9.99 USD
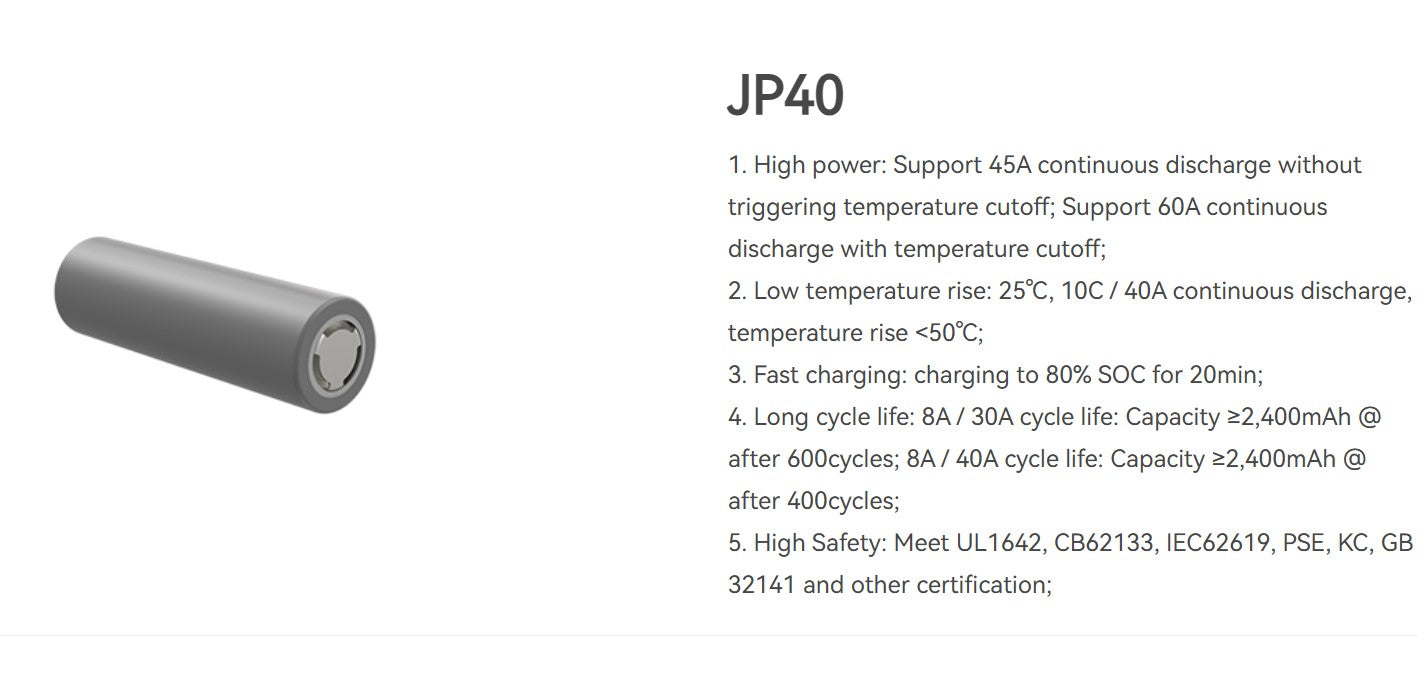
Ampace JP40 "LT Wrap" 21700 4000mah 70A Battery - Tabless CellAmpace
Save 44%


Sale price$6.15 USD
Regular price$10.99 USD
Reliance 21700 RS50 5000mAh 70A Lithium-Ion Battery Tabless Cell - High PerformanceReliance
Save 36%
Save 44%




Save 28%

Sale price$7.15 USD
Regular price$9.99 USD
TENPOWER 50XG 21700 5000 mAh 90A Battery – Tabless CellTENPOWER


Save 36%



Save 43%


Sale price$5.15 USD
Regular price$8.99 USD
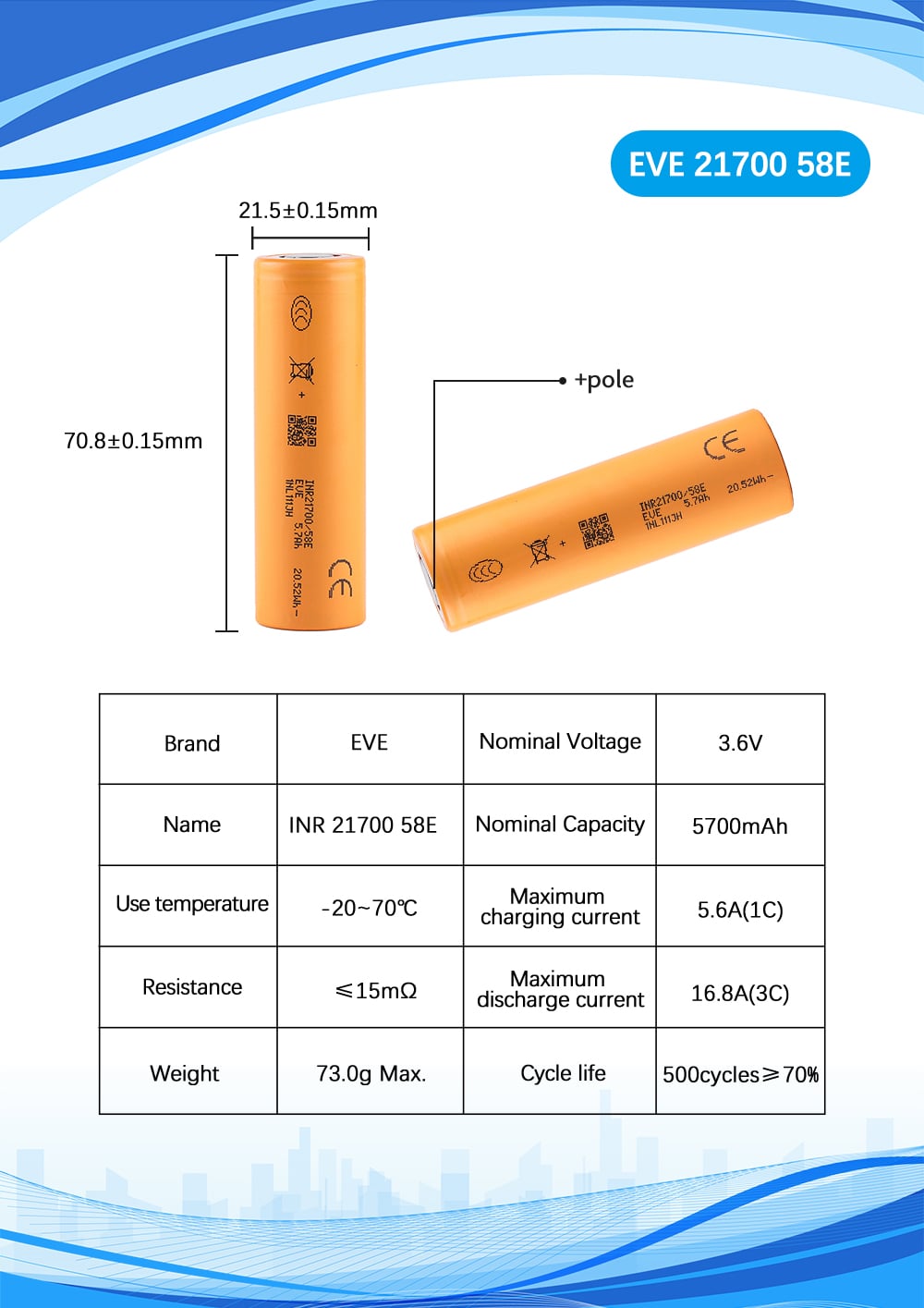
LG INR21700 M58T 5800mAh 12.5A High Capacity Battery Cell – Industrial GradeLG

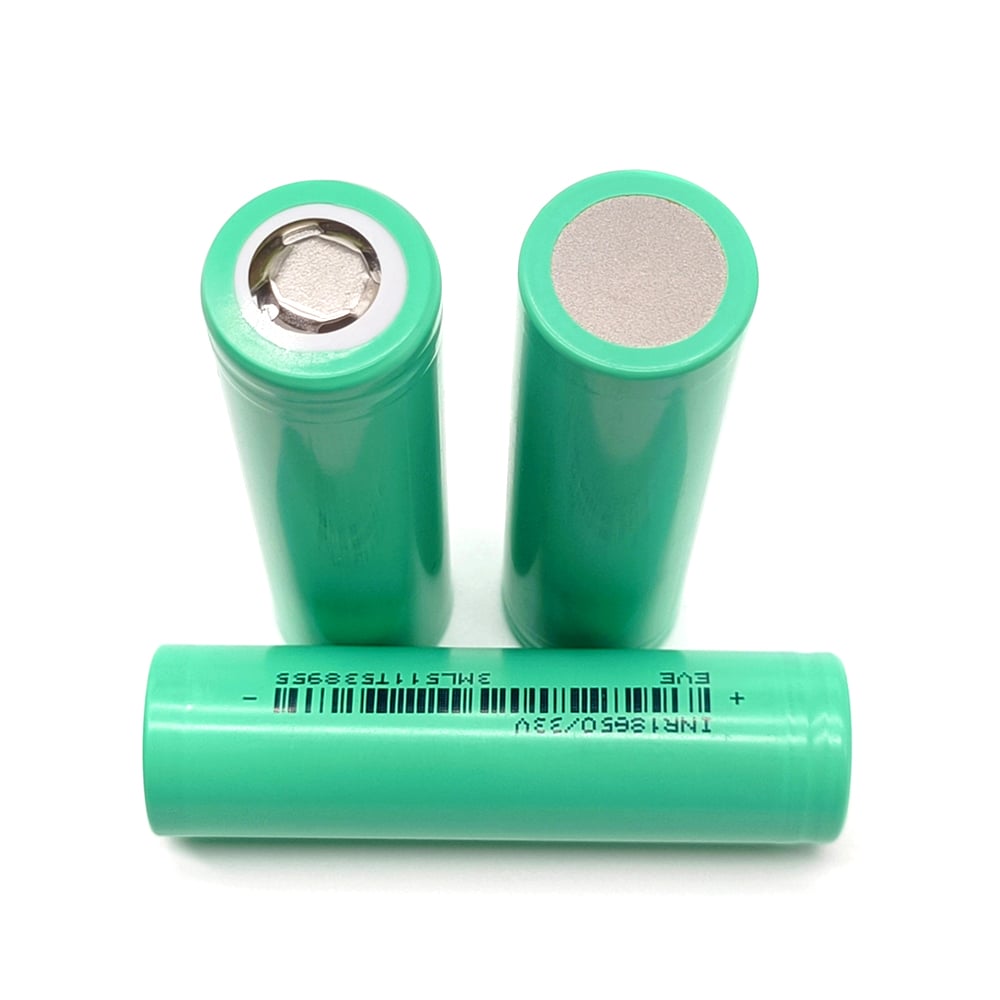
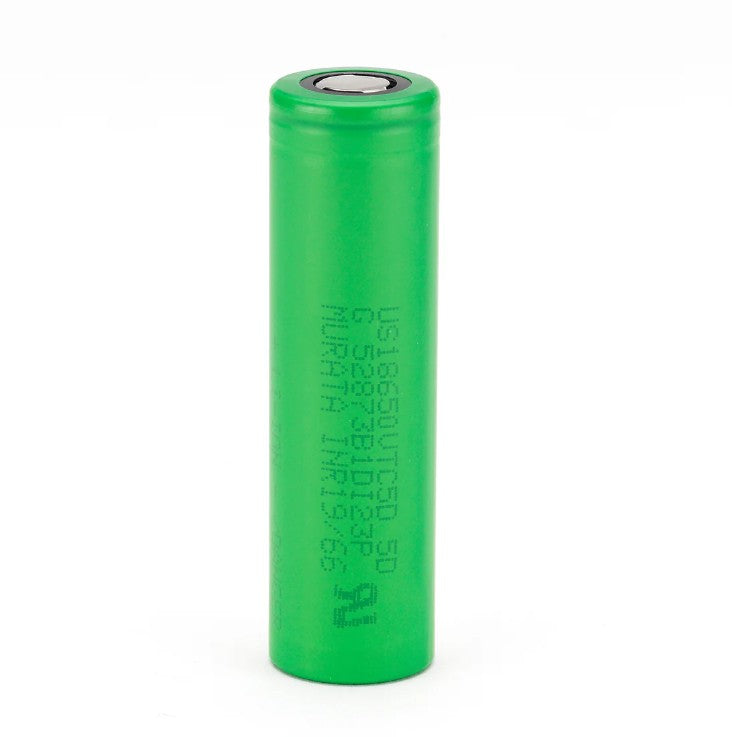
18650 Cells



















Save 60%

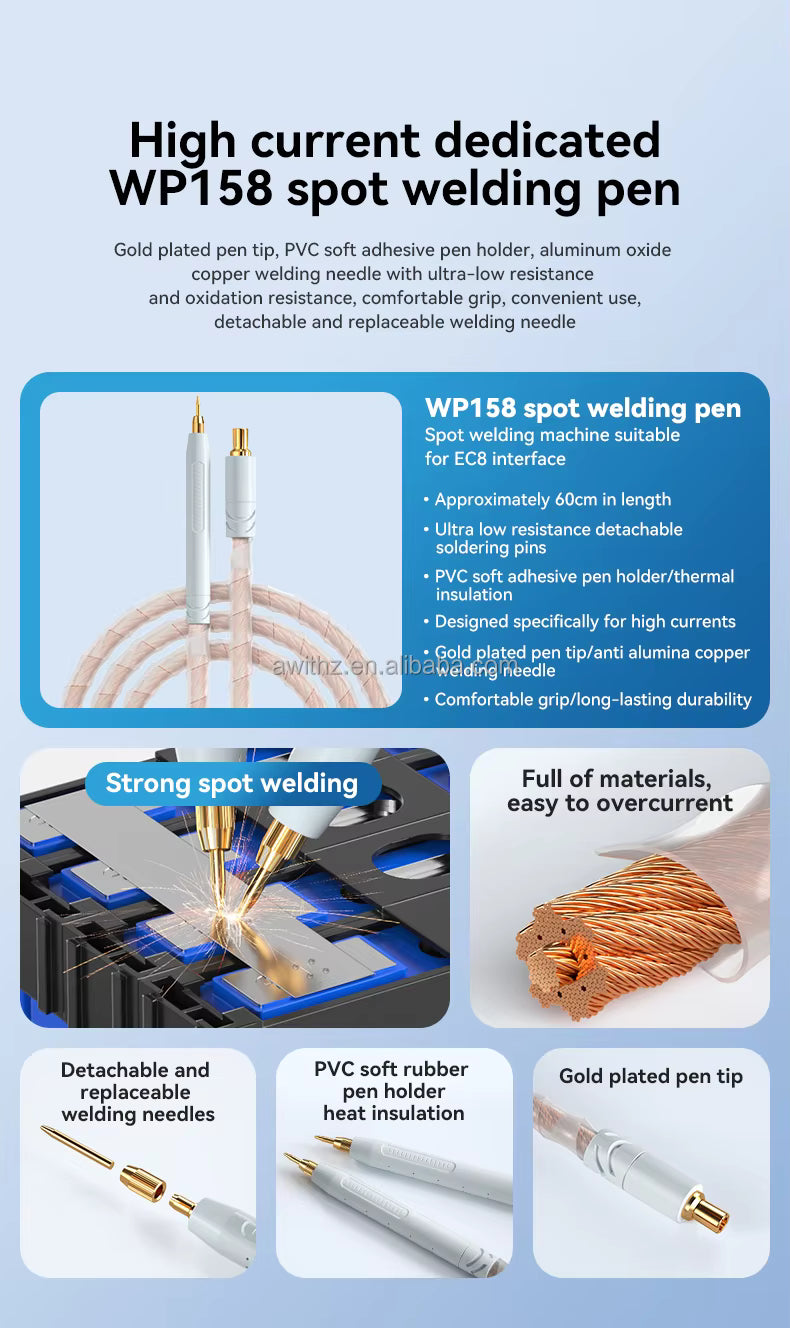
AWithZ Spot Welders
Save 60%



Sale priceFrom $8.95 USD
Nickel-Plated Steel Strip for Battery Spot Welding – 5m Roll (Multiple Sizes)DIY500AMP.COM


Sale priceFrom $11.95 USD
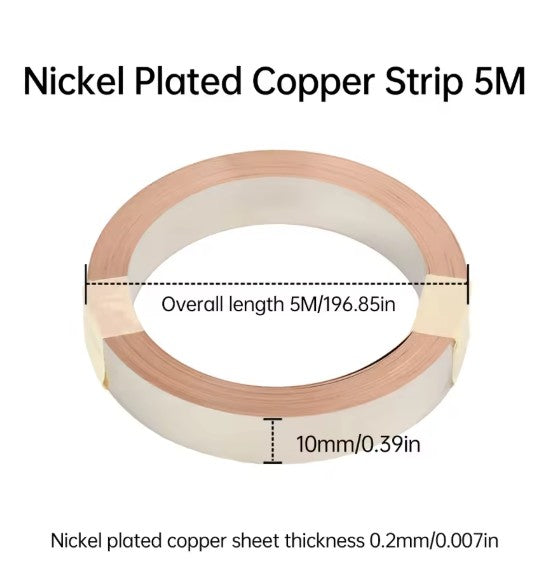
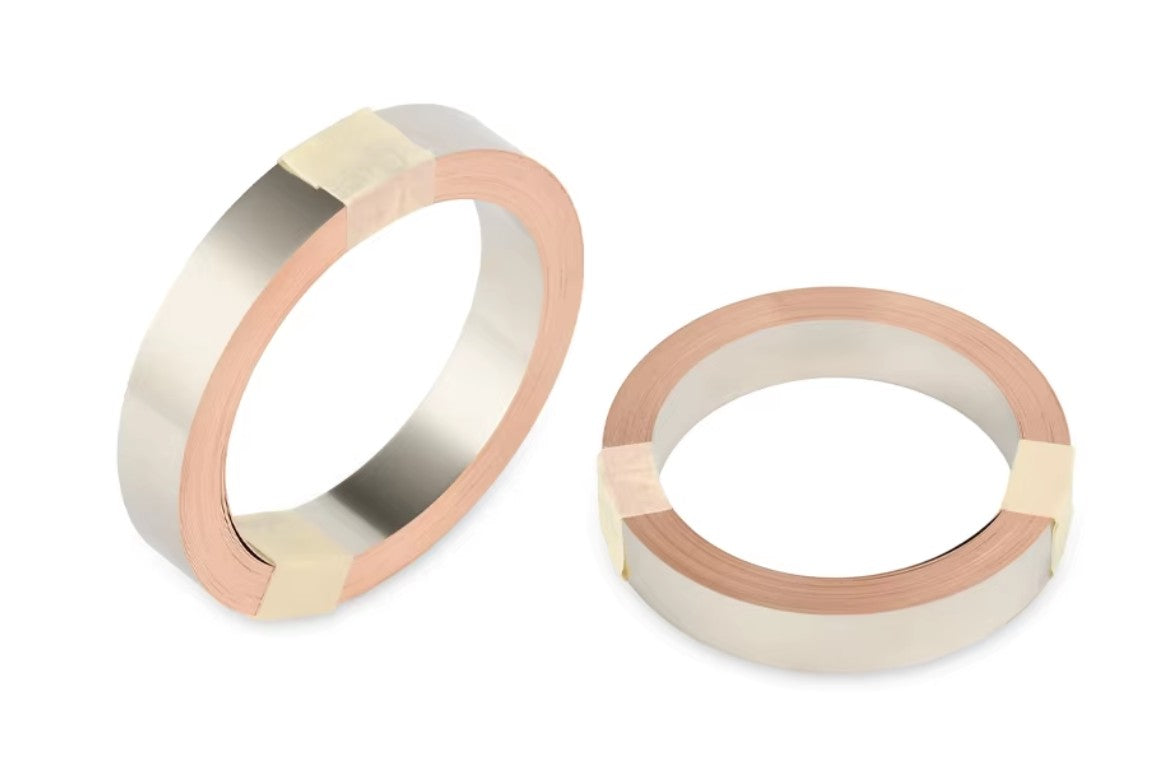
Pure Copper T2 Strip for Battery Spot Welding – 5m Roll (Multiple Sizes)DIY500AMP.COM





Save 14%


Sale price$59.99 USD
Regular price$69.99 USD
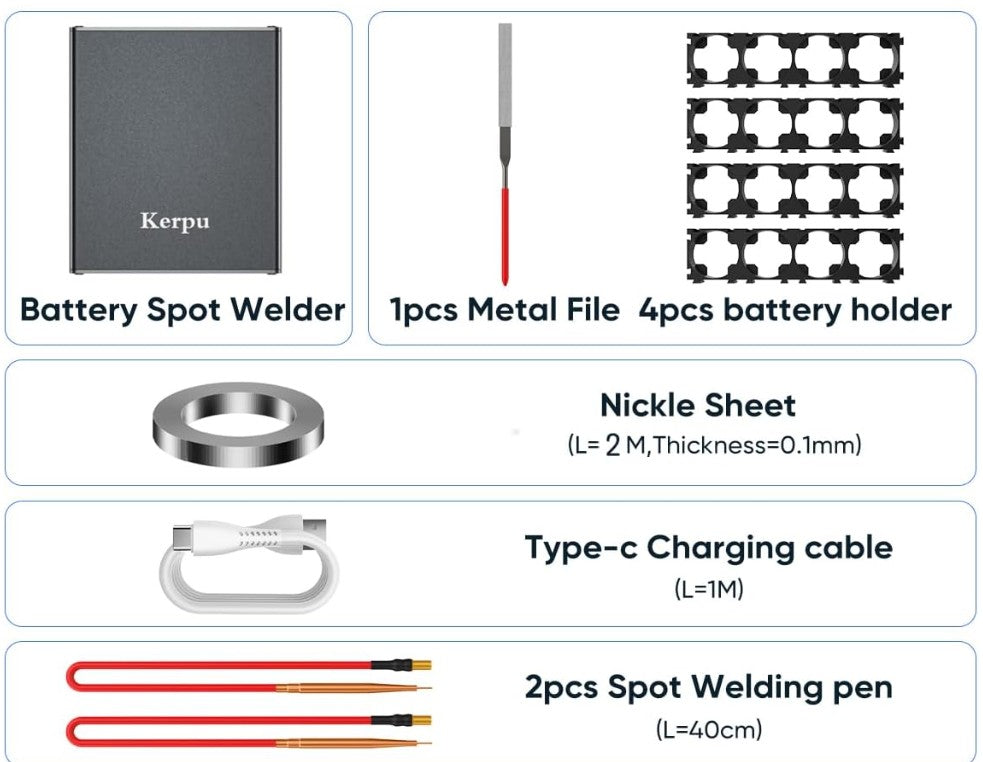
AWithZ H5 Mini Spot Welder – 5000 mAh Battery, 0–0.35 mm Welding, TFT DisplayAWithZ